Molienda en seco con molino de chorro
Los molinos de chorro se utilizan en todo el mundo para finuras de 2-5 µm (diámetro medio del grano) para aplicaciones estándar.
Nuestro molino de contrachorro de lecho fluidizado TDG con rueda TTD integrada montada en ambos lados tiene la ventaja de producir finuras < 1 µm manteniendo la estructura laminar de las partículas.
El funcionamiento a alta presión con altas temperaturas da como resultado el mejor rendimiento posible y, por lo tanto, un consumo energético óptimo. Dependiendo del origen y de las propiedades de la materia prima premolidas pueden producir, por ejemplo, finuras de 0,7 µm en el 500/800 TDG con un rendimiento de hasta 0,5 t/h.
La adición de silanos por pulverización en el recipiente de molienda es ya un modo de funcionamiento habitual, en función de las necesidades.
Molienda en húmedo con molinos de bolas con agitador
Los compuestos reforzados son necesarios para la industria del plástico, especialmente para la industria del automóvil. Por lo tanto, el talco como relleno debe tener una laminaridad muy alta.
En comparación con la molienda por chorro en seco, este requisito puede cumplirse en los molinos húmedos. Estos molinos se utilizan con éxito. La ventaja de nuestro ANR-CL es el accionamiento, compuesto por cuatro motores individuales controlados por frecuencia, que pueden seguir funcionando individualmente si falla un motor.
El molino húmedo vertical ANR-CL Alpine produce una alta laminaridad y finuras altas con una baja velocidad periférica y, por lo tanto, tiene una ventaja energética significativa.
En función de la distribución de granos del material de carga (cuanto más fina, más ventajosa),se confirmaron valores energéticos de 60 Kwh/t con un d50 de 2 µm*.
*Nota: las finuras indicadas en µm se refieren a las mediciones en el Sedigraph.
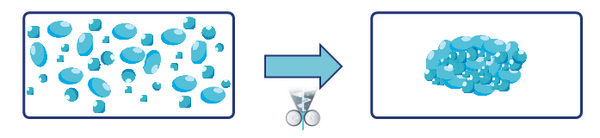
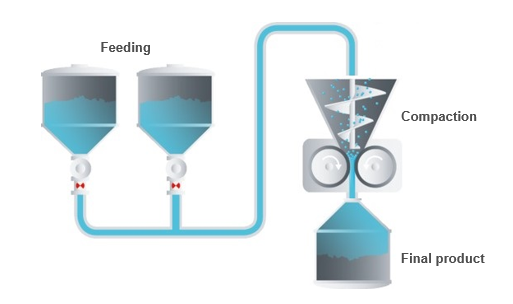
A whole range of problems can arise when processing fine particles. Due to their low bulk density, these particles have poor flowing properties, and separation during handling is also difficult. In addition, there is a risk of dust explosion. One way to prevent these problems is to compact them. This results in the following advantages:
- Continuous process
- Low energy consumption
- lower moisture load of hydrolysis-sensitive particles
The compaction process can be integrated into (existing) process chains.
The Kompaktor is designed for the de-aeration of talc (densification). A high bulk density without creation of hard spots will be achieved during the densification process. The powder will be fed into a large silo above a horizontal screw. An agitator or vibration nozzles above the screw prevent any bridging of the light talc powder. The horizontal screw has a vacuum de-aeration system for increasing the efficiency of the screw and increasing the throughput of the Kompactor. The talc will be compacted to soft flakes in the roller gap of the Kompaktor. After compaction the material is normally packed into silos or normal bags.